
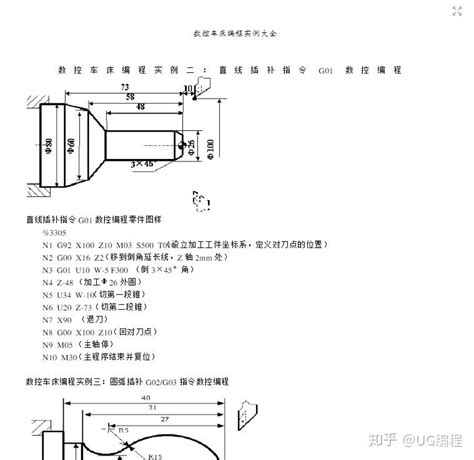
数控车床编程实例大全
数控车床钻中心编程实例
在数控机床编程中,钻中心编程是常见的操作之一,特别是在制造业中用于加工孔位。下面是一个简单的数控车床钻中心编程实例,以帮助您了解该过程的基本步骤和语法。
```nc
O0001(Program Number)
N10 G21 G17 G40 G90 (Units in mm, XY Plane Selection, Cutter Radius Compensation Off, Absolute Coordinates)
N20 G54 (Work Coordinate System Selection)
N30 T01 M06 (Tool Change: Select Tool 1)
N40 G00 X50. Y50. (Rapid Move to the Start Position)
N50 S1500 M03 (Spindle Speed 1500 RPM, Spindle On Clockwise)
N60 G43 H01 Z10. M08 (Tool Length Offset Compensation, Move Z to Clearance Plane, Coolant On)
N70 G81 R5. Z20. F100. (Drilling Cycle: Start at R5, Drill to Z20 at Feed Rate of 100 mm/min)
N80 X100. Y100. (Move to Next Drilling Position)
N90 G81 R5. Z20. F100. (Drilling Cycle: Start at R5, Drill to Z20 at Feed Rate of 100 mm/min)
N100 X150. Y50. (Move to Next Drilling Position)
N110 G81 R5. Z20. F100. (Drilling Cycle: Start at R5, Drill to Z20 at Feed Rate of 100 mm/min)
N120 G80 (Drilling Cycle Cancel)
N130 G00 Z50. (Rapid Move Z to Safe Height)
N140 M09 (Coolant Off)
N150 M05 (Spindle Stop)
N160 M30 (End of Program)
```
解释:
`O0001`: 程序号。
`N10`: 设置单位为毫米,选择XY平面,关闭刀具半径补偿,绝对坐标系。
`N20`: 选择工件坐标系G54。
`N30`: 刀具更换,选择刀具1。
`N40`: 快速移动到起始位置X50,Y50。
`N50`: 设定主轴转速为1500转/分钟,主轴顺时针旋转。
`N60`: 针对刀具长度进行补偿,将Z轴移动到安全高度10mm,开启冷却液。
`N70`: 钻孔循环,从R5开始,以100mm/min的进给速率向Z轴负方向钻孔至深度20mm。
`N80`、`N90`、`N100`:移动到下一个钻孔位置,重复钻孔循环。
`N120`: 取消钻孔循环。
`N130`: 快速移动Z轴到安全高度50mm。
`N140`: 关闭冷却液。
`N150`: 停止主轴旋转。
`N160`: 程序结束。
这个示例程序演示了如何编写一个简单的数控车床钻中心编程,包括坐标系选择、刀具更换、快速移动、设定主轴转速、钻孔循环等基本步骤。通过修改坐标和参数,您可以根据实际情况对程序进行定制化。










评论