
g71g70编程指令格式
N20 G71 U0 R50 F0.2 ; 设定圆形半径为50毫米,初始X偏移为0,进给速度为0.2毫米/转
N50 G1 U100 K2 ; 切削深度为2毫米
以上程序的执行步骤如下:
通过以上G71指令编程,我们可以在数控车床上实现直径为100毫米的圆形零件加工。
我们需要了解G71指令的基本语法和参数:
- 设置机床工作单位为毫米,并选择XY平面。
- R:定义圆形半径。
- 以进给速度0.2毫米/转,将刀具移动至圆周深度为2毫米的位置。
- 及时调整和维护机床,确保加工精度和稳定性。
- 取消半径补偿、取消模态G80和G90。
- G71:指定使用G71指令。
- F:定义进给速度。
- 程序结束。
- 根据实际加工情况,合理选择切削路径和切削策略。
- 考虑使用刀具半径补偿以提高加工精度。
N30 G1 X0 ; 移动至起始点(圆心)
N60 G1 X0 ; 返回起始点
在实际应用中,为了保证加工质量和效率,我们可以根据具体情况进行适当调整和优化:
通过不断学习和实践,掌握G71指令编程技巧,可以更好地应对各种加工需求,提高加工效率和质量。
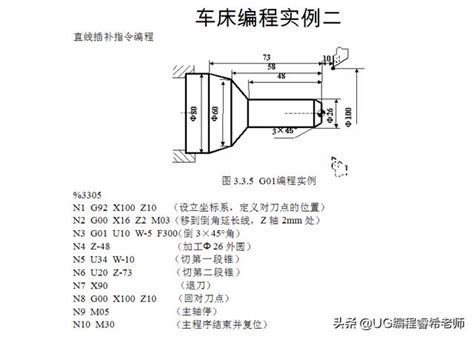
使用G71指令编程的简单实例
假设我们需要在数控车床上加工一个直径为100毫米的圆形零件。
N70 M30 ; 程序结束
我们编写G71指令程序:
在机械加工行业中,G71指令是一种常用的数控编程指令,用于定义圆形加工路径。通过合理使用G71指令,可以实现高效、精确的加工。以下是一个简单的G71指令编程实例:
```nc
```
N40 G1 X100 ; 切削至终点
N10 G21 G17 G40 G49 G80 G90 ; 设置单位为毫米,选择XY平面,取消半径补偿,取消模态G80和G90
免责声明:本网站部分内容由用户自行上传,若侵犯了您的权益,请联系我们处理,谢谢!联系QQ:2760375052 沪ICP备2023024866号-10











评论